.jpg)

.JPG)




Модель 1300 Поворотные ножницы Тип разреза по длине Линия
Производительность 12 т Модель 1300 Линия поворотных ножниц для резки по длине
Он оснащен поворотными ножницами, чтобы резать полосы на трапециевидные заготовки, которые широко используются при штамповке автозапчастей, металлических деталей электроприборов и т. Д.
Он имеет преимущества экономии средств, экономии места, высокой эффективности и т. Д. Если просто резать заготовки трапециевидной формы, чем вырубка на вырубной линии штамповочной машины, так как это намного дороже штамповочной машины, чем поворотные ножницы.
Основные компоненты линии продольной резки
1. Один комплект разматывателя NCHW2-1300A модели 3 в 1 выпрямителя питательного устройства.
2. Один комплект качающихся ножниц.
3. Один комплект конвейерной ленты.
4. Один комплект автоматической системы штабелирования.
Рулон был загружен, поднят и установлен на оправку разматывателя с помощью автоматической загрузочной тележки, затем разматыватель разматывает отдающие полосы и вставляет головку полосы в питательную часть выпрямителя, электрическая регулировка устройства зазора выпрямителя для автоматической регулировки производительности правки, затем подает полосы на поворотные ножницы после обработки частью подающего устройства выпрямителя. Далее поворотным ножом вырезаются полосы необходимой трапециевидной формы, далее заготовки выносятся конвейерной лентой и поступают в автоматическую систему штабелирования.
1 Для модели NCHW2-1300A 3 в 1 разматыватель выпрямитель питатель
1.1 Разматыватель 12T
- Function instruction: uncoiling is to fix coil on the spindle of uncoiler, a supporting table to support coil Inner diameter, while working automatically, through material loop controlling instruction to make spindle uncoiling and loosing coil intermittently, equipped with coil diameter detection, to control uncoiling speed, ensure uncoiling line speed is uniform velocity, improved material loose problem.
- Components included: expansion and contraction part, press arm part, limit wheel part, material loop controlling part.
- Material width: 70-1300mm;
- Loading capacity:12T
- Coil OD: Φ1000mm~Φ1600mm
- Hydraulic slide block expansion mandrel, spindle expansion range: Φ470-Φ530mm. It can support and expansion heavy coils over 12Tons.
- Hydraulic tailstock arm device. It was used to hold one end of mandrel’s main shaft, so as to it has enough loading capacity of the decoiler.
- Spindle driven motor: AC motor, with frequency converter. Spindle driven method: variable frequency gear motor.
- Spindle brake: disc brake. Spindle uncoiling direction: down uncoiling.
- Press material wheel specification: PU rubber tires Press material wheel driven method: AC motor, with frequency converter.
- Function of press arm: from cut off bundling belt which is used for fixing coil until the coil head is pressed tightly by straightener roller, to prevent coil rebounding; while whole feeding line working, let the coil uncoiling smoothly, to prevent coil dispersing. and the press arm is motorized, with tracking and follow up function, ie. Rotating speed of press arm roller is absolutely the same with uncoiling line speed, then tightening metal strip, to prevent coil loosing.
- Press material wheel adjusting method: through change angle of press arm to change encoder feedback single to adjust speed.
- Press arm moving method: driven by hydraulic cylinder, can be opened or closed manually.
- Limit arm device: located on decoiler’s right part, can be rotated along with any external force, for preventing coil of side slip while payoff.
- Limit wheel motion: outer limit wheel is doing open/close motion driven by air cylinder, internal limit wheel without open/close motion, just move along direction of coil width, outer limit wheel just can be operated by touch screen in manual version, while automatically working, it need to be closed, then can meet safety requirement of before working.
- Surface process of limit wheel: high frequency with parkerising for rust protection.
- Material loop control: through induct material loop to feedback signal by the infrared photoelectricity induction switch under press arm, to control uncoiler spindle of start/stop, to ensure enough buffer material loop between uncoiler and straightener.

1.2 Погрузочный вагон:
- Function instruction: be used for moving coil to spindle of uncoiler smoothly, while uncoiling and entry the material head into straightener, it is used for supporting material head to let it entry into straightening roller smoothly, loading car is equipped with backup plate to prevent coil slipping off from loading car while moving little big distance, while hanging coil.
- Loading capacity: 12T
- Loading car moving method: hydraulic motor.
- Loading car lifting method: hydraulic method (controlled by pressure retaining valve, stable and reliable).
- Moving method of backup plate for preventing slipping down: by manual.
1.3 Выпрямитель-подающая часть
- Function instruction: use unbending principle to release material bending stress to straighten plate, then feed into press equipment according to set length and speed.
- Bend arm device. Strip head was assisted by support arm and then press down by press arm device, then motorized rollers feed strip forwards to go through straightener feeder part.
- Driven method: AC servo motor+ speed reducer: 11.0KW PHASE, ITALY
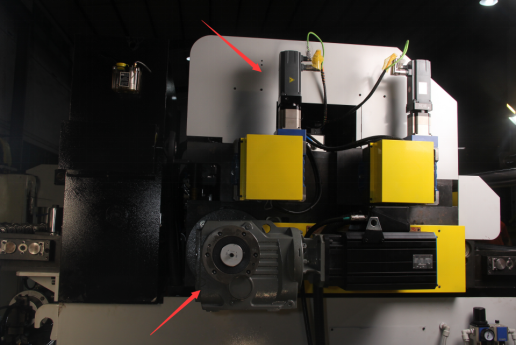
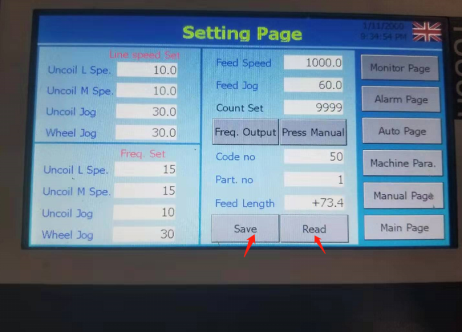
Электрическая регулировка зазора между роликами для правки. Приводится в действие 2 комплектом серводвигателя / гидравлического двигателя для регулировки зазора роликов выпрямителя (см. изображение выше), просто нужно установить данные на сенсорном экране HMI (см. следующее изображение). Более того, он имеет функцию памяти и вызывает ее обратно из полученных данных: таких как различные продукты, разный код детали, выпрямитель зазора между данными. (См. следующее изображение)
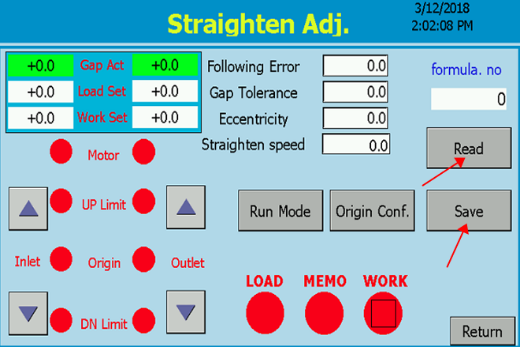
Он также может запоминать и вызывать обратно такие данные, как длина подачи, скорость подачи, код детали и т. д.
- Straightening-feeding roller combination: straightening roller; assistant roller; feeding roller. Straightening roller: 9pcs (upper5pcs/down4pcs), Φ68mm.
- Backup roller device (Assistant roller): 3 columns at upper and down, making the straightening rollers have enough intensity to flat thickness and high tensile material and ensure straightening accuracy (refer to the following image).
- Feeding roller: 2pcs Φ84mm.
- Straightening measure display method: dial display.
- Coil end detect device. It equips with sensor device, when it detects there is no strip when strip used up, power press can stop and feed also stop, then operator can operate the feeder in manual model to finish the rest stamping work.
- Roller material: GCr15. All straightening rollers, feeding rollers adopt high quality of GCr15 and finished tempering & quenching
- Roller driven method: gear driving, all gears adopt tempering, carburization, high frequency quenching, precise grinding gear IT6 level precise standard.
- Feeding precise: 0-1000mm, ±0.15mm/m(mould with pin can reach 0.05mm); above 1000mm, ±0.20mm/m.
- Material exit support plate length: 400-1000mm (can be customized), the length usually was customized according to the buyer’s requirement.
2. Качающиеся ножницы
Режущая способность: ширина 70-1300 мм, толщина 0,5-4,5 мм
Угол поворота: ±45°
Точность резки: ±0,5 мм

3. Конвейерная лента и автоматическая система штабелирования
- It’s PVC belt type conveyor belt, it was used to carry blanks from swing shear’s exit to auto stacking system. Running speed is adjustable as it equips with inverter.
- For the auto stacking system, It’s designed to laminate and stacking blanks automatically.
- It can be customized based on blanks shape, laminating height, stacking station quantity etc. or the customer’s requirements.
- Lamination height can be 500-1000mm or as requirements.
