
Где нужны металлические круги? Для многих металлических изделий глубокой вытяжки сначала необходимо сделать металлические круги, а затем изготовить продукт с помощью формы глубокой вытяжки, такой как крышка двигателя, корпус фильтра, корпус аккумулятора и т. Д., Используемые в металлических автозапчастях, внутренней кастрюле электрической плиты, миске и т. Д. Металлическая кухонная посуда, поэтому это первый шаг к производству металлических кругов.
Как сделать металлические круги? Обычно он может быть изготовлен штампами или станками для лазерной резки. Для массового производства и требований к высокой скорости производства в больших количествах, он подходит для штамповочных машин со штампами, для нескольких изделий разного размера и небольших металлических кругов, он имеет большие преимущества, производимые линиями лазерной резки с рулонной подачей.
Преимущества линии заготовки металлических кругов зигзагообразной по сравнению с линией заготовки металлических кругов без зигзага. СОКРАЩЕНИЕ БРАКА
б). Во-первых, этот вид линии был разработан ДЛЯ ИСПОЛЬЗОВАНИЯ ВСЕЙ ШИРИНЫ РУЛОНА, уменьшая до минимума расстояние между диском к диску и диском до краев полосы, с последующим УМЕНЬШЕНИЕМ КОЛИЧЕСТВА БРАКА. Как правило, мы используем 2 мм в качестве расстояния. Такое уменьшение достигается за счет использования дорогостоящих и малогибких многоместных штампов.
a. ИЗБЕГАЙТЕ ДАЛЬНЕЙШЕЙ РАБОЧЕЙ ФАЗЫ b. Поскольку он может быть заглушен по всей ширине полосы, с помощью этой технологии можно СОКРАТИТЬ ДАЛЬНЕЙШИЕ РАБОЧИЕ ФАЗЫ, такие как разбиение рулона на рулоны меньшей ширины (= продольная резка), которые обычно применяются при производстве дисков и представляют собой как дополнительные затраты, так и возможность повреждения поверхности рулона (особенно с алюминием). ГИБКОСТЬ
МЕНЬШЕЕ ВРЕМЯ ОЖИДАНИЯ: при изменении производственного размера (диаметра) измените только штамп и измените настройку HMI.
ШИРОКИЙ ПРОИЗВОДСТВЕННЫЙ ДИАПАЗОН: одна и та же линия может обрабатывать различные материалы без каких-либо изменений или модификаций. Настройка раскладки диска в полосе не ограничена. Любая траектория пробивки может быть задана пользователем.
Как выбрать подходящую линию для вырубки металлических кругов? Он основан на типе материала пользователя, ширине материала, толщине, максимальном весе рулона, типе пробивной машины (пробивная машина типа C или H) и требованиях к эффективности производства и т. Д.
Линия заготовки металлических кругов на выбор No1. (с PIT, высокая эффективность производства) Подходит как для тонкого, так и для среднего толщины материала.
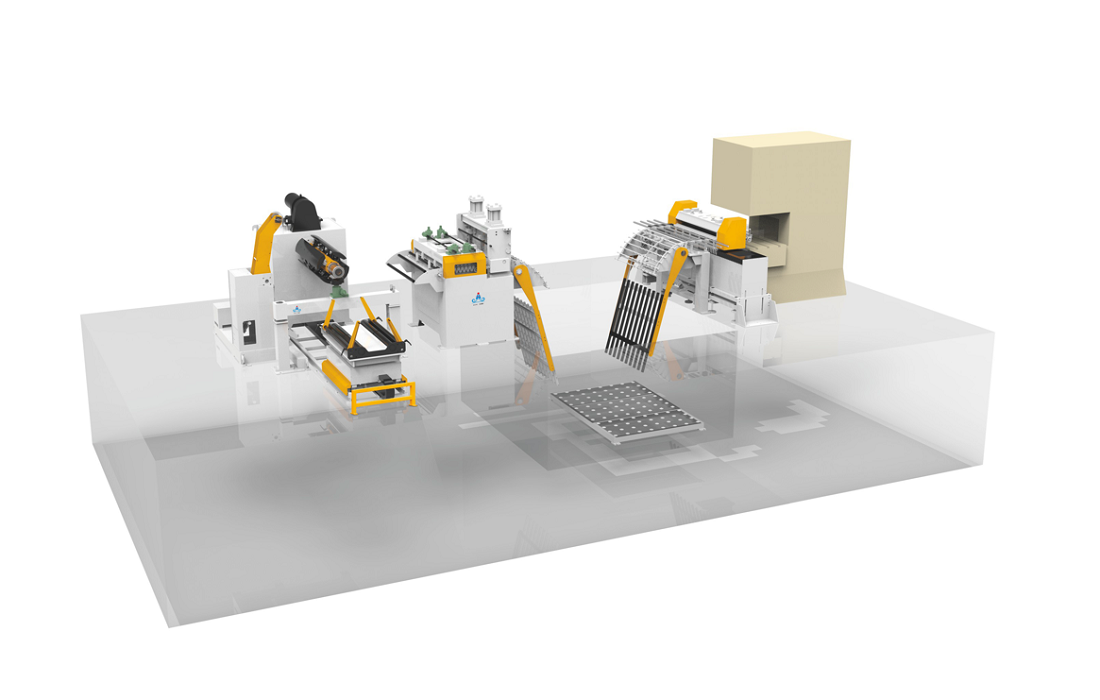
Состоит из линии вырубки металлических кругов Разматыватель разматывает полосы и делает поверхность полосы плоской и очищает внутреннее напряжение с помощью выпрямителя рулонов, если материал немного толстый, он может соответствовать одному набору гидравлических ножниц лома на выходе выпрямителя для головки разрезаемой полосы. Он установил приямок между выпрямителем и зигзагообразным сервопитателем, он может накапливать достаточное количество петель в яме, чтобы увеличить скорость подачи и повысить эффективность производства. Размер и глубина приямка основывались на ширине материала, толщине, требованиях к эффективности производства и т. д. Кроме того, он устанавливает опорный мост как на выходе выпрямителя, так и на входе зигзагообразного сервопитателя, поэтому он может удобно направлять, поддерживать и вставлять полосовую головку в зигзагообразный питатель.
1. Сверхмощный разматыватель с загрузочной тележкой-разматывателем, закрепленным на земле 2. Прецизионный выпрямитель рулонов (дополнительная часть гидравлических ножниц для лома) - Выпрямитель, закрепленный на земле 3. Зигзагообразный сервопитатель 4. Опорный мост на выходе из выпрямителя и вход в зигзагообразный фидер + опорный стол петли с датчиком на площадке карьера 5. Пробивной станок типа C или штамповочный станок H-образного типа 6. Штампы для вырубки металлических кругов 7. Ножницы для лома / резак или намотчик полосы лома 8. Конвейерная лента для продукта и конвейерная лента для обрезков (в зависимости от фактической необходимости) 9. Автоматический коллектор с металлическим кругом (дополнительная деталь)
Для зигзагообразного сервопитателя, если материал толще 1,5 мм и материал из CR, HR, SS, GI и т. Д. Он должен быть оснащен 4 подающими роликами, чтобы у него было достаточное усилие сжатия, так как для хранения стальной петли в яме требуется большое усилие притяжения. Если пробивной станок выбирает тип С-образной рамы, он должен учитывать подачу полосы с фронтального или бокового направления пресса. Если полоса подачи с левой или правой стороны пресса, это должна быть пробивная машина с глубокой горловиной, глубина горловины зависит от ширины материала и размера круга и т. Д. Металлическая полоса может быть разрезана на куски с помощью резака лома, установленного на конце штамповочных штампов, или независимым ножницей для лома, металлические полосы лома также могут быть скатаны в рулоны лома одним комплектом разматывающей машины.
Если подающая полоса с передней части пресса типа С. Это не требует значительного увеличения глубины горловины и может сэкономить затраты на производство штамповочной машины, обрезки должны быть разрезаны на куски с помощью резака, установленного на конце штамповочных штампов. Он не может использовать независимые ножницы для лома или скручивание лома в рулоны для фронтальной подачи. Если пробивная машина использует тип H-образной рамы, она будет подавать полосу с переднего направления, лом можно разрезать на куски или скатать в рулоны. Металлические круги могут быть выведены из нижней части металлических круглых вырубных матриц и упасть на конвейерную ленту продукта, затем они могут быть собраны с помощью металлического круга, автосборного устройства или ящика для продукта.
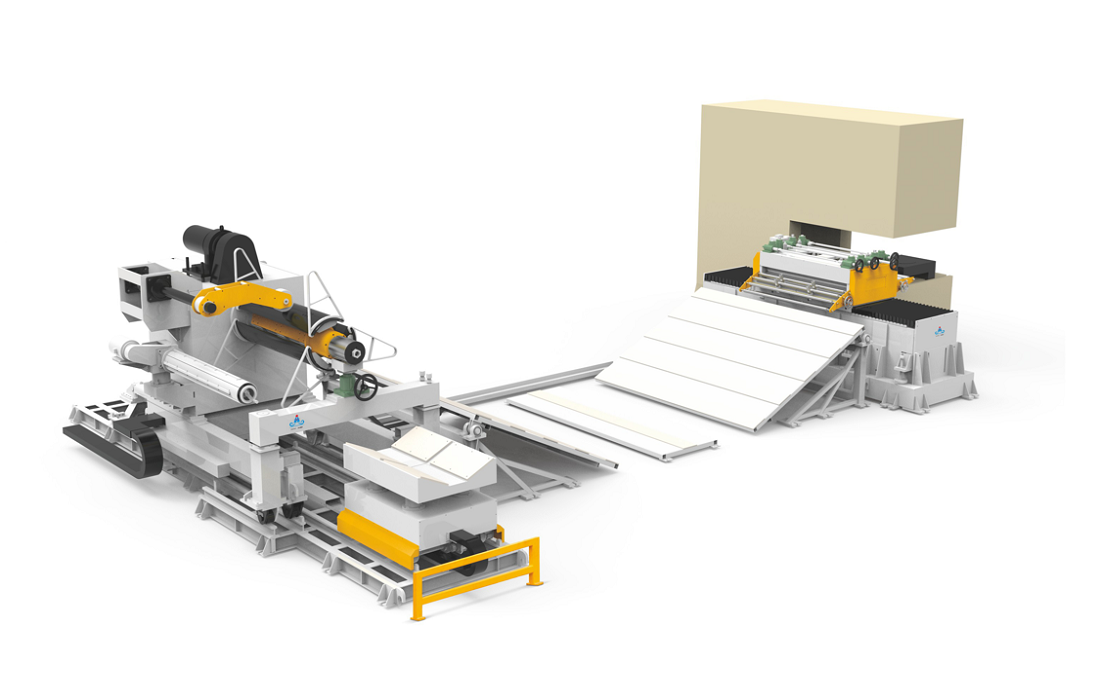
Линия заготовки металлической круга на выбор No2. (БЕЗ ЯМа, высокая эффективность производства) Подходит для обоих тонких материалов, обычно толщиной менее 2,0 мм.
Состоит из линии вырубки металлических кругов
a. ZIGZAG Сверхмощный разматыватель с загрузочной тележкой-разматыватель зигзагообразного типа b. Зигзагообразный правильный сервоподатчик-правитель и сервопитатель объединены в одной машине и зигзагообразного типа c. Опорный стол петли с датчиком между разматывателем и разматывателем ZigZag Пробивной станок с рамой d.C или пробивной станок с H-образной рамой e. Штампы для вырубки металлических кругов f. Ножницы для лома / резак или намотчик полосы лома g. Конвейерная лента для продукта и конвейерная лента для кусков лома (в зависимости от фактической необходимости) h. Автоматический коллектор с металлическим кругом (дополнительная деталь)
Он объединен в одной машине прецизионного выпрямителя и зигзагообразного сервопитателя, экономя затраты на выпрямляющую часть и разматыватель типа ZIGZAG, качается синхронно с выпрямителем выпрямителя ZIGZAG, более того, ему не нужно устанавливать приямок между разматывателем и зигзагообразным выпрямителем питателя, поэтому он экономит затраты на яму и занимает меньше места, а также может обеспечить высокую эффективность производства. Но в основном это для тонкого материала толщиной менее 2,0 мм, он не очень подходит для толстого материала.
Пробивной станок может быть типа C или типа H, это может относиться к описанию в пункте Металлическая круглая вырубная линия выбор No 1. Линия заготовки металлических кругов на выбор No3. (БЕЗ ЯМЫ, НОРМАЛЬНАЯ скорость производства КПД) Подходит для тонкого материала.
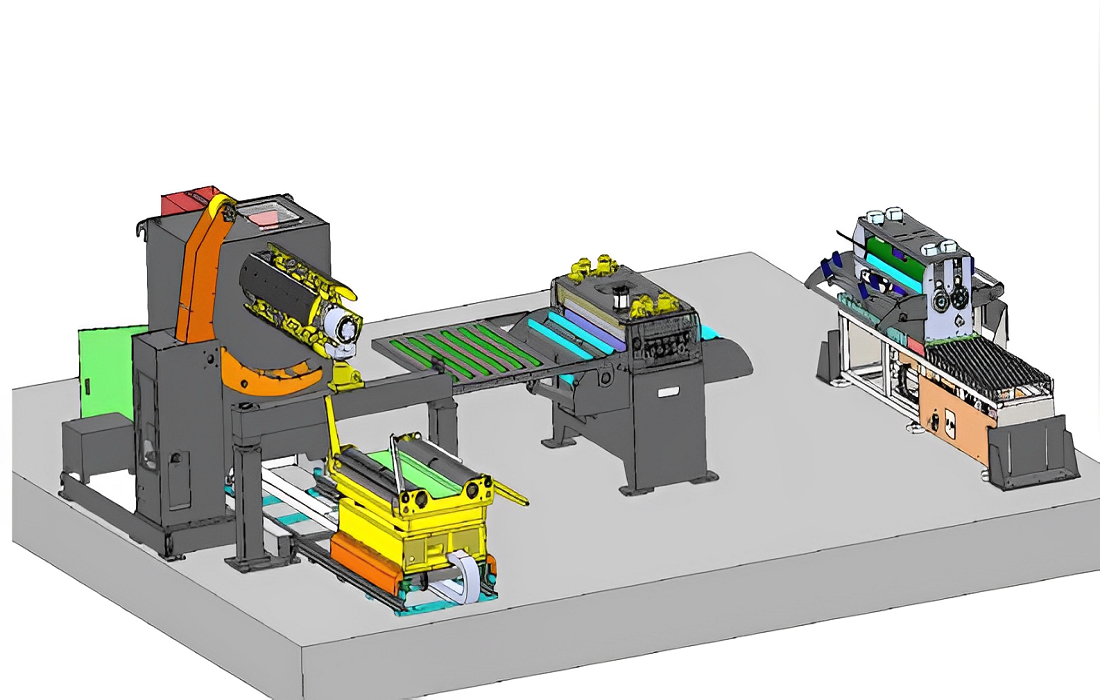
Состоит из линии вырубки металлических кругов
a. Сверхмощный разматыватель с загрузочной тележкой-разматывателем, закрепленным на земле b. Прецизионный выпрямитель катушки - Выпрямитель закреплен на земле c. Зигзагообразный сервопитатель d. Опорный стол петли с датчиком между разматывателем и разматывателем зигзагообразного выпрямителя Пробивной станок с рамой e.C или пробивной станок с H-образной рамой f. Штампы для вырубки металлических кругов g. Ножницы для лома / резак или намотчик полосы лома h. Конвейерная лента для продукта и конвейерная лента для кусков лома (в зависимости от фактической необходимости) i. Автоматический коллектор с металлическим кругом (дополнительная деталь)
Разматыватель отсаживает полосы и делает поверхность полосы плоской и устраняет внутреннее напряжение с помощью выпрямителя рулонов, затем полосы протягиваются вручную и поступают на зигзагообразный сервопитатель. Пробивной станок может быть типа C или типа H, это может относиться к описанию в пункте Металлическая круглая вырубная линия выбор No 1.
Поделиться этой публикацией: